A technical explanation of the vacuum infusion process and why it was chosen as the primary laminating method for the F-39 trimaran.
Vacuum infusion
VIP (Vacuum Infusion Process), VARTM (Vacuum Assisted Resin Transfer Moulding), RI (Resin Infusion), SCRIMP (Seemann Composites Resin Infusion Moulding Process), and CVI (Controlled Vacuum Infusion) are different names for essentially the same laminating technique.
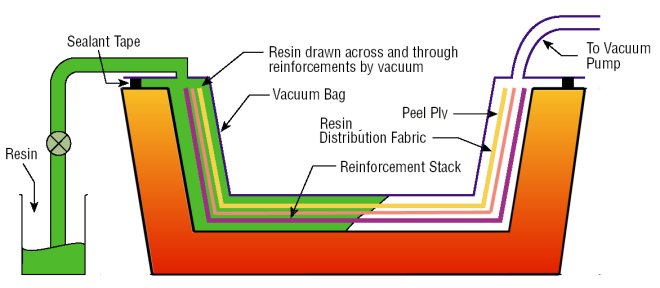
The basic principle is straightforward, and the preparation closely resembles that of vacuum bagging, with one important difference: the bleeder fabric is replaced by a resin distribution medium. Instead of removing resin, the applied vacuum is now used to draw resin through the dry laminate.
With this technique, traditional hand lay-up is eliminated. All reinforcement fabrics and foam cores are placed dry. Once the laminate is fully prepared and sealed under vacuum, epoxy resin is introduced. The vacuum acts as the driving force, pulling the resin through the laminate. The resin flow can be monitored visually, and once the laminate is fully saturated, the resin inlets are closed.
Because the laminate is compacted under vacuum before resin is introduced, an optimal fibre-to-resin ratio is achieved. Voids within a laminate accelerate delamination and significantly weaken the structure. Compressing the laminate prior to infusion therefore results in a higher-quality laminate, free of voids, dry spots, and resin-rich areas. It also ensures excellent bonding between the laminate skins and the foam core, with precise control over the glass-to-resin ratio.
The result is a structure that is lighter, stiffer, and stronger.
Vacuum infusion eliminates the inconsistencies inherent in hand lay-up, which is highly dependent on the skill and consistency of the laminator. It also virtually eliminates air entrapment and voids that can compromise long-term durability. With no voids present, there are no pathways for water migration through the laminate or core.
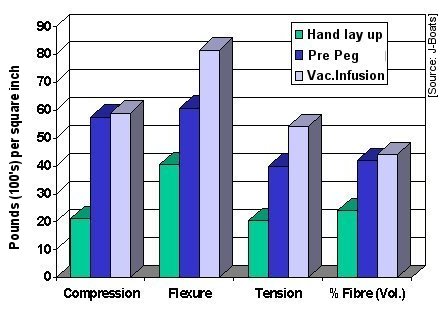
The process produces the highest fibre content commonly used in yacht construction. Typical infusion laminates achieve a ratio of approximately one-third resin to two-thirds glass fibre, compared to two-thirds resin to one-third glass fibre (or, at best, a fifty-fifty ratio) often found in conventional hand lay-up construction. A higher fibre content directly translates into a higher strength-to-weight ratio and a lighter, stronger composite structure.
Another major advantage—especially for a single-handed builder—is the absence of time pressure during lay-up. All fabrics and core materials can be positioned carefully in a dry environment, without the constraint of a curing resin. Once everything is in place, the vacuum bag can be applied and checked thoroughly for leaks. The actual infusion can then be carried out at any convenient moment: the same day, days later, or even weeks later.
Finally, vacuum infusion significantly reduces human exposure to potentially harmful epoxy and vapours. Direct contact with epoxy is limited primarily to mixing the resin. There are no rollers, brushes, or large wet surfaces, and therefore no extensive cleanup or prolonged exposure to fumes. The resin is simply mixed and poured into a container, from where it is drawn automatically into the laminate by the vacuum system.