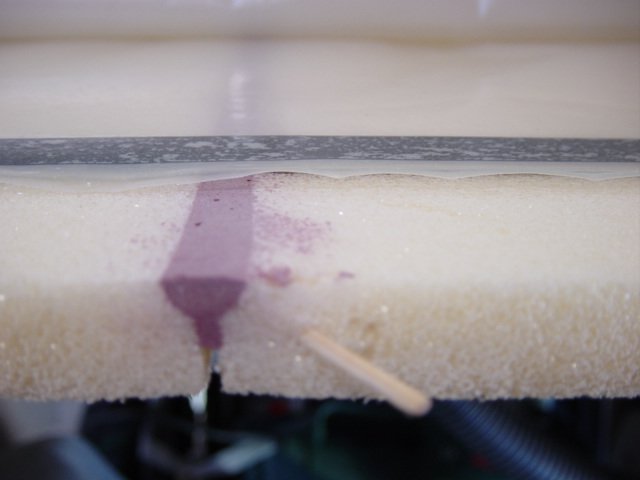
Thermoforming the vertical foam strips proved to be simpler than expected, allowing the CoreCell foam to be shaped accurately in place using controlled local heating with a heat gun. With experience, the correct amount of heat can be judged by smell and feel, avoiding discoloration or foam failure in tight curves.
Thermoforming the vertical foam strips
This was my first experience building with CoreCell foam, and the question “how to bend the foam?” initially caused more concern than necessary. In hindsight, the solution turned out to be straightforward. Before reaching that conclusion, however, I first explored a more complex approach.
The initial attempt involved building a hot box, largely because other builders appeared to use this method. While generating sufficient heat was not a problem, achieving even heat distribution proved difficult. Local overheating resulted in thickened foam, making the method unreliable. The hot box experiment was therefore abandoned.
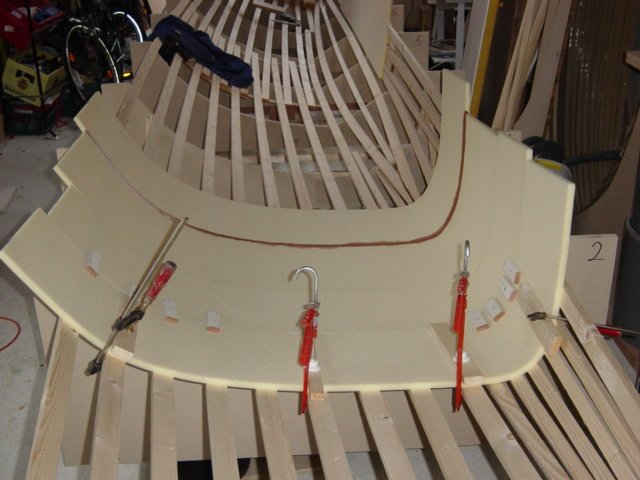
In practice, bending the foam in place using a heat gun while pressing it into the form frames proved to be simple, controllable, and repeatable. This approach allowed the foam strips to be shaped accurately without unnecessary tooling or setup.
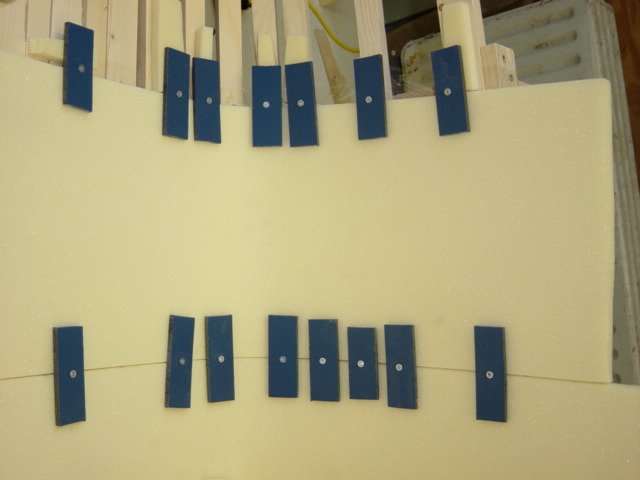
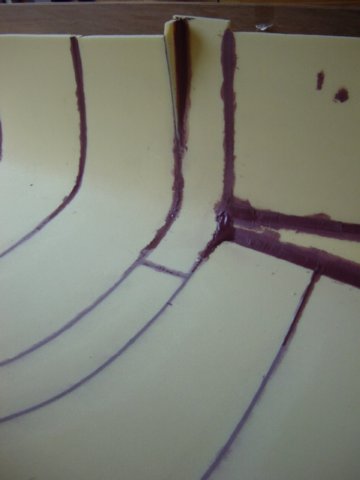
For vacuum infusion an airtight foam hull is required, which excludes fastening from the inside through the foam. Instead, 30 mm screws are driven from the outside through the wooden battens attached to the form frames, stopping approximately 3 mm short of the inner foam surface. The strips are mounted dry. The joints between adjacent strips are milled with a Dremel tool and, in three stages, filled with microballoons afterwards, ensuring airtightness on the inside while keeping the outer surface clean.
The foam strips vary in width from 400 mm amidships to 300 mm and 200 mm towards the ends, where curvature increases. With these dimensions, three to four strips can be cut efficiently from a single 4′×8′ (1220 × 2440 mm) sheet.
This photo gallery (25 images) follows the thermoforming and installation of the vertical foam strips, from initial bending tests to a completed foam hull half ready for airtightness testing.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
