A description of the vacuum bagging technique, its advantages, limitations, and the practical considerations that led to the search for a better laminating method.
Vacuum bagging
As Ian Farrier once stated, “building the F-39 is much closer to building an aircraft than to traditional boatbuilding.” One further step towards achieving premium quality in terms of weight, durability, and strength is vacuum bagging. This technique is an extension of hand lay-up.
After wetting out the laminate, while the resin is still uncured, the lay-up is covered with peel ply, breather fabric, and finally a vacuum bag. Applying vacuum pressure compresses the laminate and removes excess resin and entrapped air.
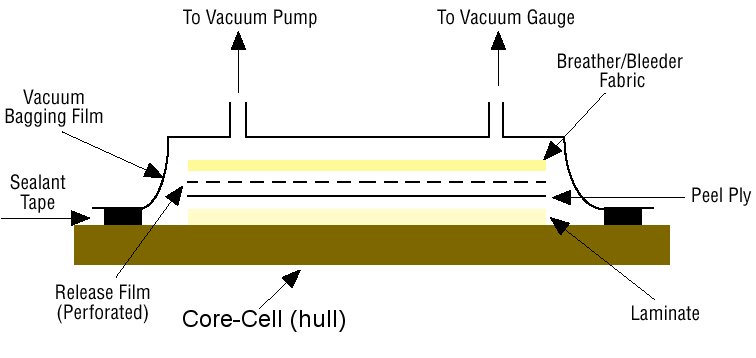
In this way, trapped air bubbles are eliminated and the entire laminate is consolidated under pressure, resulting in improved bonding to the foam core without voids at the interface. The breather fabric allows air to escape from the entire surface of the part and absorbs excess resin. One of the main challenges of this method is achieving an airtight vacuum bag with minimal leakage.
Vacuum bagging originates from the aerospace industry, yet once the basic principles are understood it is relatively straightforward to apply—at least for smaller components.
During the process of developing my skills, I came to realise that producing vacuum-densified laminates should be a high priority. At the same time, it became clear that while this technique is feasible for smaller parts, applying it to large hull sections presents serious challenges. Working alone in a relatively small workshop makes the process difficult. Vacuum bagging must be completed within the time constraints imposed by the resin’s pot life, which can be discouraging when combined with traditional hand lay-up.
Laminating and subsequently vacuum bagging an entire hull would require multiple helpers, something for which I simply do not have the space. It also demands extensive preparation: cutting all fabrics in advance, marking them clearly, and storing them in a way that allows immediate use during the laminating operation.
This technique also has potential pitfalls. If vacuum is applied too early, excessive resin may be drawn into the breather. If applied too late, the effectiveness of the vacuum is reduced. With thick laminates, this can sometimes be managed by using different hardeners—for example, starting the hand lay-up with a slow hardener and finishing with a faster one. For smaller components with sharper curves, vacuum bagging can be very effective in ensuring the laminate conforms closely to the mould.
One possible solution would be to divide the hull laminate into smaller sections and laminate and vacuum bag these areas sequentially. While technically feasible, this was not the approach I wanted to take.
An article in the Dutch sailing magazine Zeilen put me on the trail of the vacuum infusion technique. This offered an entirely new perspective. At that time, information was scarce, and the process was still regarded by many as a kind of black magic—performed behind closed doors by highly professional boatbuilding yards and still considered experimental.
In this technique, I recognised the real game changer in my preparations for building the F-39 trimaran.