A description of the hand lay-up laminating method, its application, limitations, and the use of peel ply to improve laminate quality.
Hand lay-up laminate
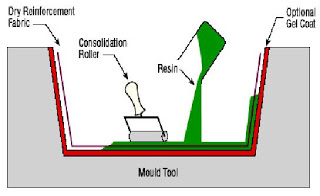
Hand lay-up is the simplest and most widely used laminating method. In many ways it resembles wallpapering—at least in terms of the mess involved. Dry reinforcement fabrics, or pre-wetted fabrics, are placed in a mould and manually impregnated with resin. All layers and any local reinforcements are applied in a single laminating operation, wet-on-wet.
Resin is poured and spread over the fabric, and excess resin as well as entrapped air bubbles are removed using brushes, rollers, or squeegees. When the laminate turns transparent, the fabric is properly wetted out (with carbon fibre this visual check is, of course, not possible). White areas indicate dry spots and must be re-wetted.
The final layer applied is peel ply, a nylon release fabric of approximately 80 g/m² to which epoxy does not adhere. Peel ply absorbs excess resin and leaves a textured surface when removed, significantly reducing surface preparation before secondary bonding. It also provides a visual indication of proper wet-out, improves surface finish by flattening the fabric weave, and reduces the need for sanding.

Once the resin has cured, the peel ply can be pulled off, removing any possible amine blush and exposing a fresh, uncontaminated resin surface that requires little, if any, sanding. Sanding cured epoxy is a difficult and unpleasant task: epoxy is hard on both the operator and the abrasive paper. More importantly, sanding can damage the glass fibres, which compromises the structural properties of the laminate—especially when dealing with thin layers.
Peel ply can remain on the laminate for extended periods, protecting the surface from contamination until further bonding, fairing, or painting takes place. Because peel ply itself becomes transparent once embedded in the laminate, coloured tracer threads—usually red or blue—are woven into the fabric to make it visible. Do not forget to remove it.
I use peel ply extensively: on hulls, panels, fillets—virtually everywhere. I avoid leaving fresh laminate exposed, except in a few barely accessible areas that are complete and will not require secondary bonding.
In principle, a correctly executed hand lay-up is sufficient. However, the individual laminate layers are thin, leaving little margin for error. Hand-laminated glass/foam structures often suffer from bonding issues between core and skin, caused by air trapped in the open surface cells of the foam core. This is something I wanted to avoid.
For that reason, I sought to further improve laminate quality by applying vacuum treatment. Applying vacuum to the laminate reduces excess resin content and removes trapped air bubbles, resulting in a stronger and more consistent laminate.
In practice, I mainly used the hand lay-up method for forming fillets: corner joints made from epoxy thickened with microballoons and reinforced with ±45° laminate. These fillets were applied wet-on-wet in a single operation.