This section describes the construction of the beam sleeves. The sleeves form the structural connection between the beams and the floats of the Ian Farrier–designed F-39 trimaran. Together they create a pin-and-socket type joint: the sleeve is permanently laminated into a bulkhead of the float, while the beam end is inserted into the sleeve during assembly.
Beam Sleeves
My concerns were certainly not over, but the successful release of the lower folding strut molds in the previous chapter gave me confidence for the next task: manufacturing the beam sleeves. The process itself is not particularly complex, as the sleeves were produced using vacuum bagging. Releasing them from the outer ends of the beams, however, is a different matter altogether.
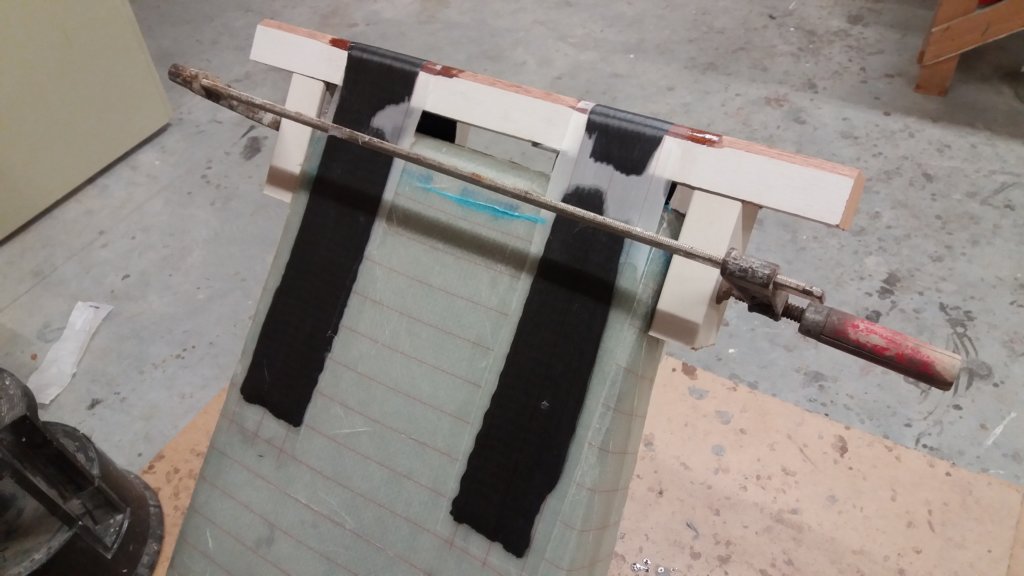
Based on the experiences of other builders—some of whom reported serious difficulties releasing the sleeves—I followed a well-proven procedure to lever them off using the beambolt. To do this, I prepared several wooden beams and placed them over the beambolt nut, with a large washer in between to distribute the load. The beam outer ends were treated with five layers of mold release wax. I had used this product before with reasonable success, so I felt confident in the preparation.
Unfortunately, somewhere in this process—or perhaps in my assumptions—I made a significant mistake, and my worst-case scenario became reality: the sleeves refused to release. Even applying considerable force did not persuade them to separate from the beam. There is, of course, always a plan B, but at that moment it felt like a real setback.
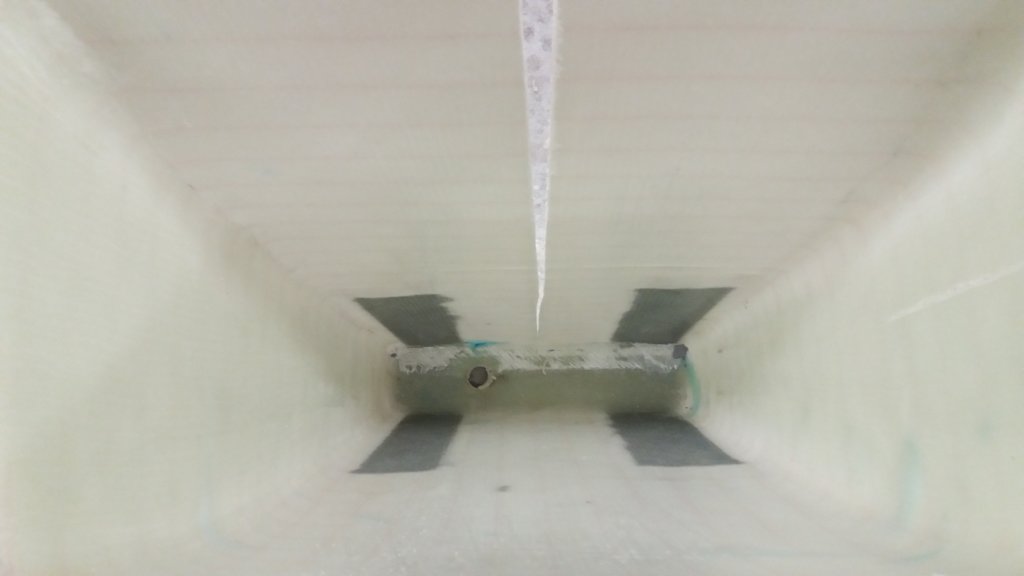
Eventually, I cut into the underside of the sleeves to create space for wedges. All four sleeves turned out to be bonded to the beam in almost exactly the same location: the transition between the underside and the outer end. Coincidence—or a clear indication of a systematic error?
In hindsight, the mold release preparation was clearly insufficient. Did I miss that particular edge during waxing? Did I really miss it five times? Or should I have applied an additional PVA release agent, or even packaging tape, which would have provided a second and independent release layer? I cannot be certain.
What I do know is that working on all four beams simultaneously was not the smartest approach for such a delicate operation. It left no opportunity to adjust the technique or improve the process based on early results.
Fortunately, plan B turned out to be perfectly workable and, for builders less concerned with cosmetic perfection, even a practical solution. In that light, the nightmare was not quite as dramatic as it felt at the time.
Hurray! The beams are now ready to be assembled with the main hull and the floats.
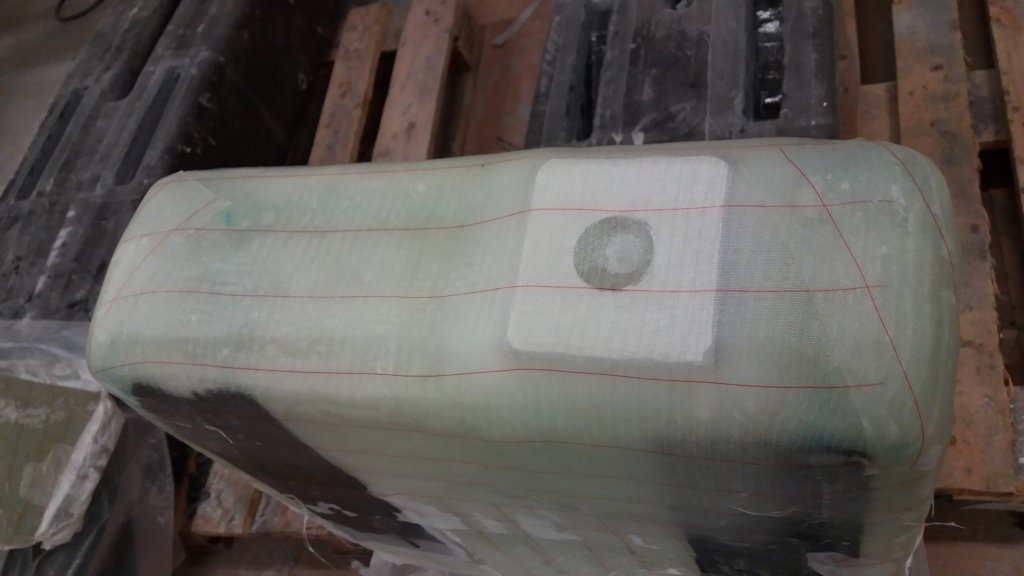
This photo gallery presents a detailed step-by-step sequence of approximately 20 images, documenting the fabrication of the beam sleeves, including vacuum bagging, mold release preparation, and the challenges encountered during removal.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
