Vacuum pump size determines how fast a bag is evacuated, not how deep the vacuum is. Understanding this avoids common misunderstandings in vacuum infusion.
Vacuum Pump Selection and Sizing
And what about vacuum pump size? Unfortunately, this is another source of frequent misunderstanding.
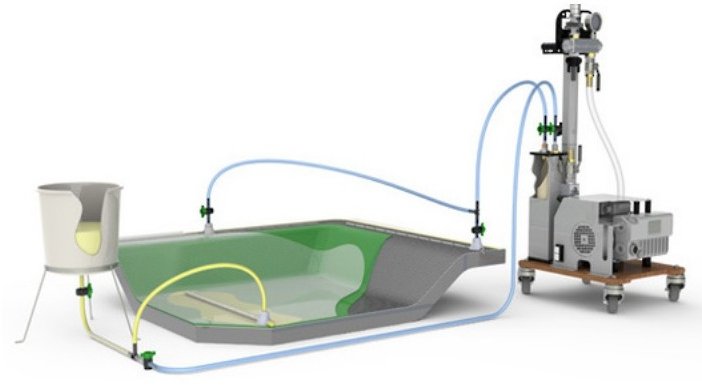
Consider your vacuum bag, whether it is for a small panel or a 40-foot yacht hull. Creating a vacuum requires airflow from the bag to the vacuum pump. This airflow phase is not the strongest point of a serious vacuum pump: a typical composite pump is a low-volume, high-pressure pump—limited airflow, but plenty of pulling power. The smaller the pump, the lower the airflow, and the longer it takes to evacuate the bag.
For a small panel this may take a couple of minutes; for a 40-foot hull it may take hours. A “big pump” can do the same job in seconds or minutes. That is essentially the difference between a small pump and a large one.
Pump size is defined by the amount of air the pump can evacuate per unit of time, expressed in cubic feet per minute (cfm) or cubic meters per hour (m³/h). It says nothing about the achievable vacuum quality.
The real difference in vacuum pump quality only becomes apparent once most of the air has been removed and a deep vacuum must be maintained. And that is not dependent on pump size. I infused my 40-foot hull using a 1.5 cfm pump and achieved full working vacuum. In terms of vacuum quality, there is no difference between a small pump and a large pump.
There are, however, two critical conditions: no leaks and no outgassing problems. More on that later in this section.
What if you have a small (low-cfm) vacuum pump and little patience?
Use a shop vacuum cleaner to remove the bulk of the air. A vacuum cleaner is a high-volume, low-pressure device: lots of airflow, but very limited vacuum capability. Even the better ones rarely achieve more than about 400 mbar gauge vacuum; older domestic units may not do better than 200 mbar.
Never try to maintain a vacuum with a shop vac. Most of them rely on airflow for motor cooling, and without sufficient leakage they will not survive the curing time of the resin.
If you are working with one or two small vacuum pumps and the bag has leaks that are too small to hear, troubleshooting can become extremely frustrating. In my case, my very patient wife—who has much better hearing than I do— was able to locate leaks that I could not. Without such help, you need either more time or a larger pump.
With a high-cfm pump, leaks become larger and easier to detect. The same effect can be achieved by using multiple small pumps. In this context, a quiet pump is far more convenient than a noisy one.
The most common vacuum pump types are venturi pumps, diaphragm pumps, and rotary vane pumps. My experience is limited to rotary vane pumps. For composite work, and especially for vacuum infusion, a pump should be capable of achieving at least 900 mbar gauge vacuum (26.6 inHg), preferably better. That corresponds to an absolute pressure of about 100 mbar, preferably lower.
Good quality single-stage rotary vane pumps are capable of reaching absolute pressures as low as 0.1 mbar— which is actually far deeper than required for composite work (more on that later).
Double-stage rotary vane pumps are generally unsuitable for composite work. They are designed for high-vacuum applications and do not like to run continuously in the higher pressure ranges typical of vacuum infusion.
Most small vacuum systems operate on single-phase power: 230 V / 50 Hz in Europe or 110 V / 60 Hz in the USA. There is no need for a three-phase electrical supply.
As you may have guessed, I am an advocate of small vacuum systems 😉
Affordable vacuum pumps can often be found on eBay and similar platforms, new or used. They are frequently surplus laboratory equipment, or pumps formerly used in hospitals (MRI), air-conditioning, or refrigeration servicing.
Another—and very cheap—option is a DIY vacuum pump built from an old refrigerator compressor. A quick web search will reveal many examples and build instructions. While these systems can be interesting, I would not trust a 40-foot hull infusion to one of them.

Such solutions are therefore best left to hobbyists for whom vacuum resin infusion alone is not yet enough of a challenge.
One drawback of small, inexpensive, oil-filled rotary vane pumps is the often inadequate exhaust filtration. When operating at poor vacuum—especially in the presence of water vapour— they may expel oil mist from the exhaust. This creates a mess, risks running the pump dry over long runs, and can contaminate composite materials with oil vapour.
For advice on selecting a reliable small but professional vacuum system, suitable for both individual builders and professional yards as part of a multi-pump setup, see my recommendations at the end of this section.